Smart Factories in SA: ROI of MES, IoT & Predictive Maintenance
Discover how mid-tier South African manufacturers are leveraging MES, IoT sensors, and predictive maintenance to reduce downtime by 20%, optimize energy use, and drive massive ROI in the era of Industry 4.0.
South Africa's manufacturing sector has long been a resilient cornerstone of the national economy. Historically contributing approximately 12% to the country's GDP and employing nearly 1.7 million people, the industry is a vital driver of regional development and export growth. However, mid-tier manufacturers today face a unique and relentless storm of challenges. From volatile energy grids and infrastructure bottlenecks to intense global competition and shifting supply chain dynamics, the pressure to produce more with less has never been higher. To survive and thrive in 2026, South African business owners are looking beyond traditional production methods and turning their attention to the Fourth Industrial Revolution (4IR). The answer to these compounding challenges lies in the "smart factory"—a fully connected, data-driven manufacturing ecosystem. While enterprise-level conglomerates have been experimenting with these technologies for over a decade, the tools have finally been democratized. The integration of Manufacturing Execution Systems (MES), Internet of Things (IoT) sensors, and predictive maintenance is no longer a futuristic luxury reserved for massive corporations; it is a measurable, high-ROI necessity for mid-tier manufacturers.
For a long time, the barrier to entry for Industry 4.0 was prohibitively high. Today, advancements in cloud computing, edge processing, and scalable software have leveled the playing field. Mid-tier manufacturers in South Africa can now implement modular smart technologies that deliver immediate value without requiring a complete overhaul of their existing infrastructure.
At the heart of any smart factory is the Manufacturing Execution System (MES). For many local manufacturers, the shop floor has historically operated in a silo, disconnected from the executive boardroom and the broader enterprise resource planning (ERP) software. An MES bridges this critical gap. It acts as the digital nerve center of the factory, tracking and documenting the transformation of raw materials into finished goods in real time. By implementing a modern, cloud-based MES, factory managers gain unprecedented visibility into production bottlenecks, labor inefficiencies, and material waste. Instead of waiting for end-of-month reports to understand why a specific production run was unprofitable, decision-makers can adjust workflows on the fly. This real-time agility is particularly crucial in the South African context, where sudden shifts in demand or operational disruptions require immediate pivot strategies.
Furthermore, an MES helps combat the pervasive issue of "dark data." In the modern manufacturing environment, machines generate a massive amount of information, yet industry studies reveal that many manufacturers leave up to 60% of this data untapped. An MES, combined with intelligent analytics, captures this dark data and translates it into daylight, providing a clear, contextualized view of factory performance that empowers stakeholders to make informed, data-driven decisions.
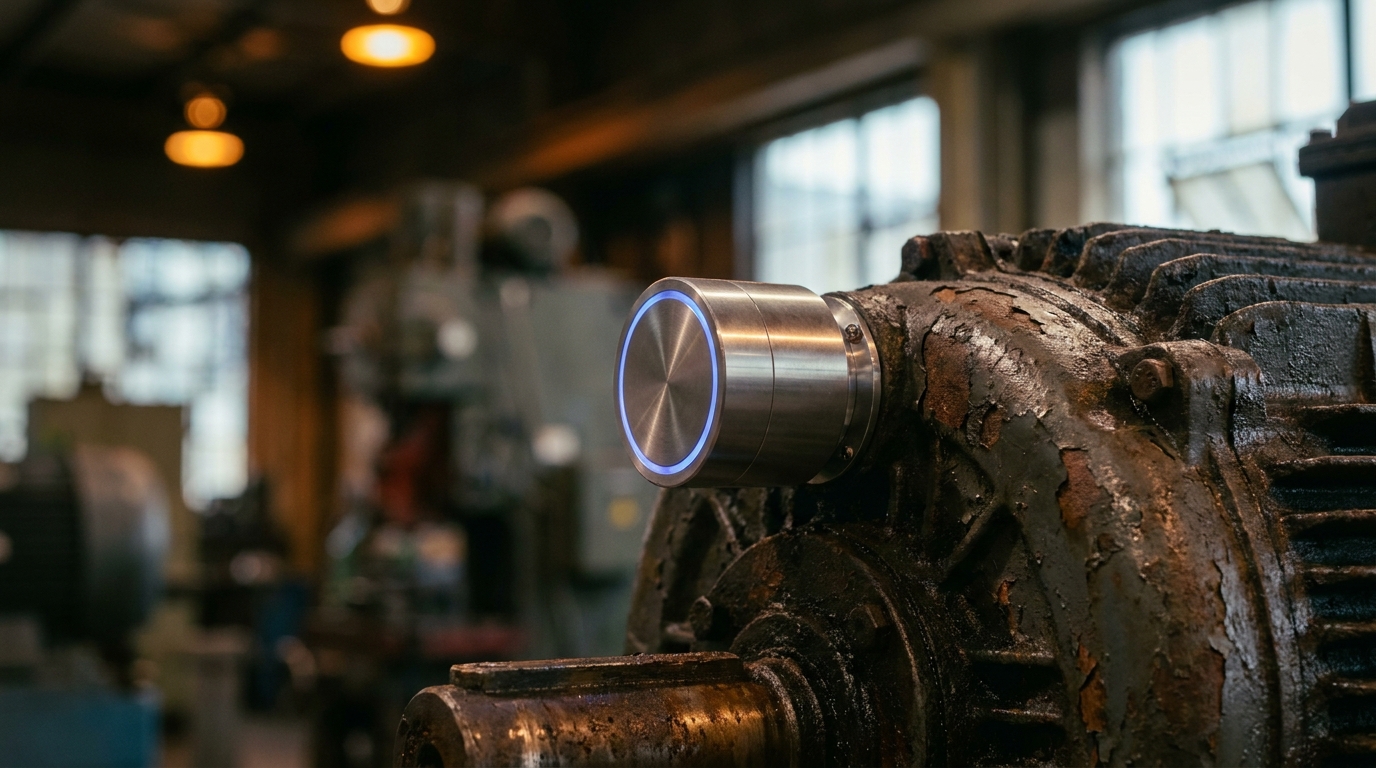
If the MES is the brain of the smart factory, IoT sensors are its eyes and ears. Industrial IoT has rapidly transitioned from experimental pilot projects to the operational backbone of modern manufacturing. Crucially for mid-tier businesses, these smart sensors can be retrofitted onto existing legacy machinery. This means factory owners do not need to invest millions of Rands in entirely new equipment to step into the Industry 4.0 era. IoT devices continuously collect granular data on machine temperature, vibration, cycle times, and energy consumption. In a country where energy efficiency is paramount due to ongoing grid instability and rising tariffs, monitoring power draw at a micro-level allows factory owners to optimize energy usage, shift heavy loads away from peak pricing times, and significantly reduce utility costs. This continuous stream of telemetry data feeds directly into the MES, creating a digital map of the factory floor that allows operators to simulate changes and optimize throughput safely.
Perhaps the most compelling argument for transitioning to a smart factory is the sheer return on investment generated by predictive maintenance. Traditionally, South African factories have relied on either reactive maintenance—fixing a machine only when it breaks—or preventative maintenance, which involves servicing equipment on a fixed schedule regardless of its actual condition. Both approaches are inherently flawed and financially draining. Reactive maintenance leads to catastrophic, unplanned downtime that can halt entire production lines, while preventative maintenance often results in the premature replacement of expensive parts that still have months of useful life.
Predictive maintenance completely flips this paradigm by leveraging artificial intelligence and machine learning algorithms to analyze the real-time data collected by IoT sensors. By identifying subtle anomalies, such as a microscopic increase in motor vibration or a slight fluctuation in operating temperature, the system can predict a machine failure weeks before it actually happens. Recent industry data indicates that implementing predictive maintenance can eliminate up to 40% of unnecessary machine part replacements. Furthermore, eight in ten manufacturers adopting smarter automation expect to shrink their operational downtime by at least 20% in the coming year. For a mid-tier manufacturer, recovering 20% of lost production time translates directly into massive bottom-line growth and a rapid return on investment.
Calculating the true ROI of these interconnected technologies requires looking at the holistic impact on the business. The financial returns manifest in increased production capacity, drastically reduced operational waste, and extended asset lifecycles. When machines run optimally and downtime is minimized, overall equipment effectiveness (OEE) skyrockets. According to recent insights from PwC regarding the Industry 4.0 readiness of the South African manufacturing sector, companies that successfully merge digitalization with their traditional approaches achieve the most substantial benefits, driving down production costs while simultaneously increasing their capacity for innovation.
It is also vital to address the human element of this technological shift. There is a lingering perception that automation and smart factories threaten jobs in a country already grappling with high unemployment. However, the reality of Industry 4.0 is not about replacing humans with robots; it is about augmenting human capability. As the factory floor becomes a software platform, the workforce transitions from performing dangerous, manual, and repetitive tasks to managing systems and interpreting data. This shift demands a focus on upskilling, ultimately creating a safer, more engaging, and higher-paying work environment for South African industrial workers.
The transition to a smart factory might seem daunting, especially for mid-sized operations that are already balancing tight margins and demanding production schedules. However, the cost of inaction is far greater. As global supply chains become increasingly digitized and international competitors optimize their operations, South African manufacturers must adopt these technologies to remain relevant and competitive. The journey begins with a single, strategic step: capturing and utilizing your data. Whether it is installing your first set of IoT sensors to monitor machine health or integrating a custom MES to unify your production line, the ultimate goal is to turn raw data into actionable, profitable intelligence.
At WriteNow Agency, we specialize in helping South African business owners and entrepreneurs navigate this complex digital transformation. As a software development agency focused on Custom Software, Web Development, Business Automation, and AI Solutions, we build the robust technological foundations that empower mid-tier manufacturers to operate smarter, faster, and more profitably. The future of South African manufacturing is connected, intelligent, and highly efficient. The tools are readily available, and the time to build your smart factory is now.
For a long time, the barrier to entry for Industry 4.0 was prohibitively high. Today, advancements in cloud computing, edge processing, and scalable software have leveled the playing field. Mid-tier manufacturers in South Africa can now implement modular smart technologies that deliver immediate value without requiring a complete overhaul of their existing infrastructure.
At the heart of any smart factory is the Manufacturing Execution System (MES). For many local manufacturers, the shop floor has historically operated in a silo, disconnected from the executive boardroom and the broader enterprise resource planning (ERP) software. An MES bridges this critical gap. It acts as the digital nerve center of the factory, tracking and documenting the transformation of raw materials into finished goods in real time. By implementing a modern, cloud-based MES, factory managers gain unprecedented visibility into production bottlenecks, labor inefficiencies, and material waste. Instead of waiting for end-of-month reports to understand why a specific production run was unprofitable, decision-makers can adjust workflows on the fly. This real-time agility is particularly crucial in the South African context, where sudden shifts in demand or operational disruptions require immediate pivot strategies.
Furthermore, an MES helps combat the pervasive issue of "dark data." In the modern manufacturing environment, machines generate a massive amount of information, yet industry studies reveal that many manufacturers leave up to 60% of this data untapped. An MES, combined with intelligent analytics, captures this dark data and translates it into daylight, providing a clear, contextualized view of factory performance that empowers stakeholders to make informed, data-driven decisions.
If the MES is the brain of the smart factory, IoT sensors are its eyes and ears. Industrial IoT has rapidly transitioned from experimental pilot projects to the operational backbone of modern manufacturing. Crucially for mid-tier businesses, these smart sensors can be retrofitted onto existing legacy machinery. This means factory owners do not need to invest millions of Rands in entirely new equipment to step into the Industry 4.0 era. IoT devices continuously collect granular data on machine temperature, vibration, cycle times, and energy consumption. In a country where energy efficiency is paramount due to ongoing grid instability and rising tariffs, monitoring power draw at a micro-level allows factory owners to optimize energy usage, shift heavy loads away from peak pricing times, and significantly reduce utility costs. This continuous stream of telemetry data feeds directly into the MES, creating a digital map of the factory floor that allows operators to simulate changes and optimize throughput safely.
Perhaps the most compelling argument for transitioning to a smart factory is the sheer return on investment generated by predictive maintenance. Traditionally, South African factories have relied on either reactive maintenance—fixing a machine only when it breaks—or preventative maintenance, which involves servicing equipment on a fixed schedule regardless of its actual condition. Both approaches are inherently flawed and financially draining. Reactive maintenance leads to catastrophic, unplanned downtime that can halt entire production lines, while preventative maintenance often results in the premature replacement of expensive parts that still have months of useful life.
Predictive maintenance completely flips this paradigm by leveraging artificial intelligence and machine learning algorithms to analyze the real-time data collected by IoT sensors. By identifying subtle anomalies, such as a microscopic increase in motor vibration or a slight fluctuation in operating temperature, the system can predict a machine failure weeks before it actually happens. Recent industry data indicates that implementing predictive maintenance can eliminate up to 40% of unnecessary machine part replacements. Furthermore, eight in ten manufacturers adopting smarter automation expect to shrink their operational downtime by at least 20% in the coming year. For a mid-tier manufacturer, recovering 20% of lost production time translates directly into massive bottom-line growth and a rapid return on investment.
Calculating the true ROI of these interconnected technologies requires looking at the holistic impact on the business. The financial returns manifest in increased production capacity, drastically reduced operational waste, and extended asset lifecycles. When machines run optimally and downtime is minimized, overall equipment effectiveness (OEE) skyrockets. According to recent insights from PwC regarding the Industry 4.0 readiness of the South African manufacturing sector, companies that successfully merge digitalization with their traditional approaches achieve the most substantial benefits, driving down production costs while simultaneously increasing their capacity for innovation.
It is also vital to address the human element of this technological shift. There is a lingering perception that automation and smart factories threaten jobs in a country already grappling with high unemployment. However, the reality of Industry 4.0 is not about replacing humans with robots; it is about augmenting human capability. As the factory floor becomes a software platform, the workforce transitions from performing dangerous, manual, and repetitive tasks to managing systems and interpreting data. This shift demands a focus on upskilling, ultimately creating a safer, more engaging, and higher-paying work environment for South African industrial workers.
The transition to a smart factory might seem daunting, especially for mid-sized operations that are already balancing tight margins and demanding production schedules. However, the cost of inaction is far greater. As global supply chains become increasingly digitized and international competitors optimize their operations, South African manufacturers must adopt these technologies to remain relevant and competitive. The journey begins with a single, strategic step: capturing and utilizing your data. Whether it is installing your first set of IoT sensors to monitor machine health or integrating a custom MES to unify your production line, the ultimate goal is to turn raw data into actionable, profitable intelligence.
At WriteNow Agency, we specialize in helping South African business owners and entrepreneurs navigate this complex digital transformation. As a software development agency focused on Custom Software, Web Development, Business Automation, and AI Solutions, we build the robust technological foundations that empower mid-tier manufacturers to operate smarter, faster, and more profitably. The future of South African manufacturing is connected, intelligent, and highly efficient. The tools are readily available, and the time to build your smart factory is now.
Comments (0)
Leave a Comment